





 扫一扫
扫一扫

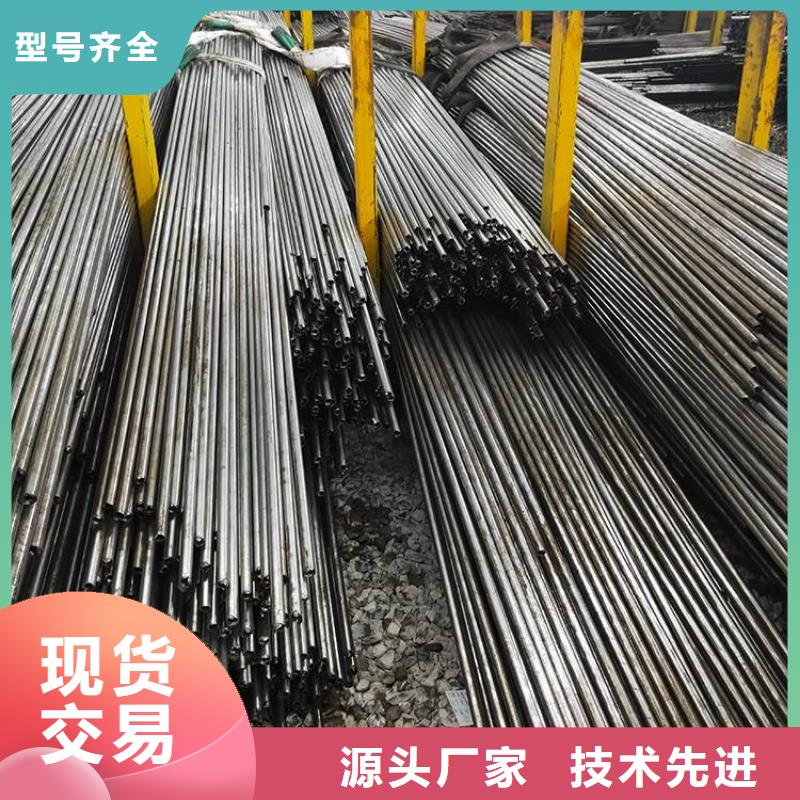
精密钢管35CrMo精密管服务始终如一")

精密钢管35CrMo精密管服务始终如一")
精密钢管35CrMo精密管服务始终如一")
不锈钢的硬度检测要考虑到它的力学性能,这关系到以不锈钢为原料而进行的变形、冲压、切削等加工的性能和质量。因此,所有的精密无缝钢管要进行力学性能测试。力学性能测试方法主要分两类,一类是拉伸试验,一类是硬度试验。
拉伸试验是将精密无缝钢管制成试样,在拉伸试验机上将试样拉至断裂,然后测定一项或几项力学性能,通常仅测定抗拉强度、屈服强度、断后伸长率和断面收缩率。拉伸试验是金属材料最基本的力学性能试验方法,几乎所有的金属材料,只要对力学性能有要求,都规定了拉伸试验。特别是那些形状不便于进行硬度试验的材料,拉伸试验成为 的力学性能检测手段。
硬度试验是将一个硬质压头按规定条件缓慢压入试样表面、然后测试压痕深度或尺寸,以此确定材料硬度的大小。硬度试验是材料力学性能试验中最简单、最迅速、最易于实施的方法。硬度试验是非破坏性的,材料硬度值与抗拉强度值之间有近似的换算关系。材料的硬度值可以换算成抗拉强度值,这一点具有很大的实用意义。

精密钢管35CrMo精密管服务始终如一")

精密钢管35CrMo精密管服务始终如一")

精密钢管35CrMo精密管服务始终如一")


以客户为中心,坚持更快、更好与更低价的 20A无缝钢管、服务目标
从 20A无缝钢管、打样到大货生产交付全程跟进,让客户随时掌握 20A无缝钢管、订单信息
7*24小时 20A无缝钢管、客户服务专线,客户的满意是我们不懈的追求

技术支持:cnwbgg.com